https://chechilas.com/koore-mahstan/کوره-های-القایی-مهستان-در-اصفهان

تعداد بازدید آگهی: 254
خرید و قیمت کوره های القائی
کوره های القائی
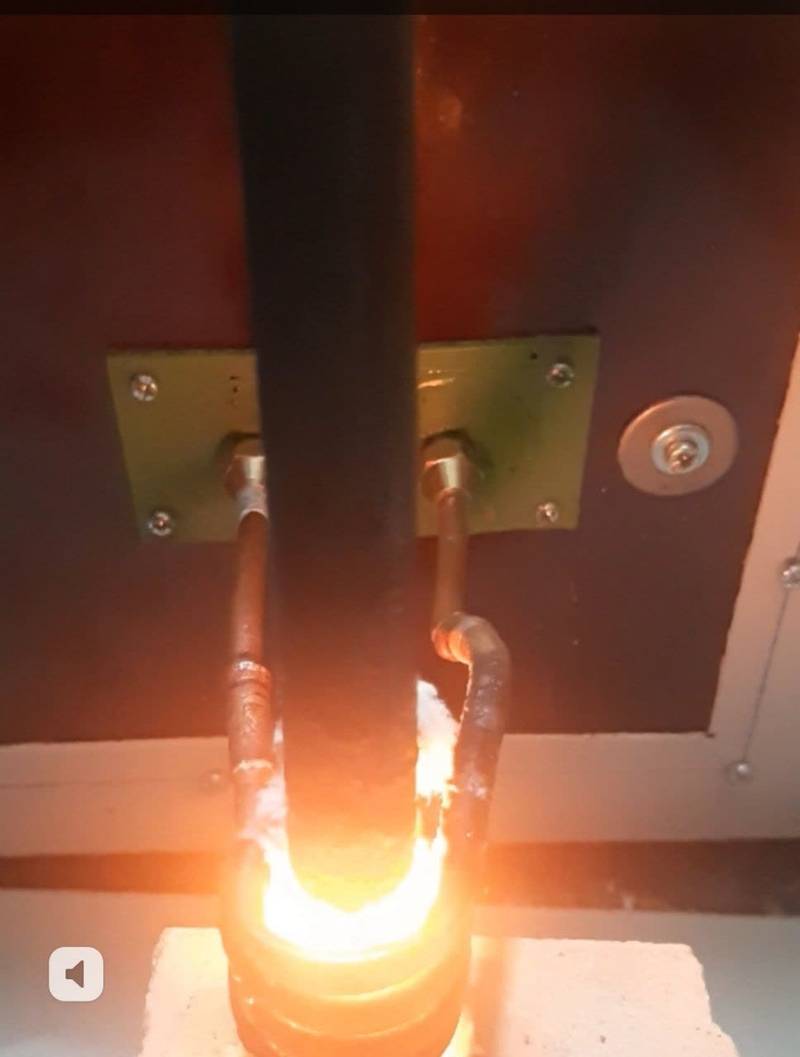
کوره القایی یک کوره الکتریکی است که در آن گرما توسط گرمایش القایی تأمین میگردد.ظرفیت کورههای القایی از کمتر از یک کیلوگرم تا صد تن متغیر بوده و برای ذوب آهن و فولاد، مس، آلومینیوم و فلزات گرانبها کاربرد دارد.
یک کوره القایی باز برای ذوب آهن.
مزیت اصلی کوره القایی فرایند ذوب تمیز، کممصرف و کنترل دقیق متالورژی ماده مذاب در مقایسه با بیشتر روشهای ذوب فلز است. امروزه بیشتر کارخانههای ریخته گری مدرن از این نوع کورهها استفاده میکنند و کارخانههای ریخته گری دیگر نیز به دلیل آلودگی بالای کورههای بلند، در حال جایگزینی آنها با کورههای القایی هستند.
از آنجایی که از قوس الکتریکی و احتراق استفاده نمیشود، دمای مواد بالاتر از حد لازم برای ذوبشدن آن نیست که کمک میکند عناصر آلیاژی ارزشمند از دست نروند.
یک اشکال عمده در استفاده از کورههای القایی، نداشتن توان تصفیه است. مواد شارژ باید عاری از محصولات اکسیداسیون بوده و دارای ترکیب شناخته شده باشند و مقداری از عناصر آلیاژی ممکن است به دلیل اکسید شدن ازبین بروند (و باید دوباره به مذاب اضافه شوند).
در گذشته فرکانس کاری کورههای القایی برابر ۶۰ هرتز (فرکانس برق شهری آمریکا) بوده، اما با پیشرفتهای بزرگ ایجاد شده در صنعت الکترونیک، روشهای تبدیل فرکانس حالت-جامد، امروزه کورههایی بسیار بهینه با فرکانسهایی در محدوده ۷۰ تا ۱۰۰۰۰ هرتز نیز قابل تولید است.
انواع و نحوه کارکرد
نحوه کارکرد پایهای کوره القایی به این صورت است که ولتاژ بالای موجود در کویل اصلی، باعث القای ولتاژ پایین ولی جریان بالایی در فلز قراضهها میشود، که به عنوان کویل ثانویه عمل میکند. به دلیل مقاومت الکتریکی موجود در فلز، این انرژی الکتریکی تبدیل به گرما شده و باعث ذوب شدن آن میشود. زمانی که فلز کاملاً ذوب شود، میدان مغناطیسی موجود باعث ایجاد یک خاصیت همزنی میشود. توان و فرکانس اعمالی میزان این عمل همزنی را تعیین میکنند.
دو دستهبندی کلی برای کورههای القایی وجود دارد: کوره القایی بدون هسته (Coreless Type) و کوره القایی کانالی (Channel Type). در کوره القایی بدون هسته یا کورلس، بوته دارای آستر نسوز، به صورت کامل توسط یک کویل مسی خنک شونده توسط آب احاطه شدهاست، در حالیکه در کوره القایی نوع کانالی کویل فقط دور زائدهای از بوته پیچیده شدهاست که به آن القاگر میگویند. از کورههای کورلس بیشتر برای ذوب و سوپرهیت کردن استفاده شده و از کورههای کانالی بیشتر برای سوپرهیت کردن، دوپلکس کردن و نگهداری مذاب استفاده میشود.
قسمتهای مختلف کوره القایی
نمای برش خورده یک کوره القایی نوع بدون هسته یا کورلس. ۱- مذاب ۲- کویل خنک شونده با آب ۳-یوغ ۴-بوته ساختار یک کوره القایی
بهطور کلی قسمتهای مختلف کورههای القایی عبارتند از:
بوته: حاوی اسکلت فلزی کوره، کویل، جداره نسوز، هسته ترانسفورمر، مهار یا یوغ (yoke) پلاتفرم (سکو)[۷] تأسیسات الکتریکی: شامل مدارشکن، سواساز، ترانسفورماتور، مبدل فرکانس، خازنها، چوک، کلیدهای کولرها، مکندهها و تابلوهای کنترل. تأسیسات خنککننده: تأسیسات الکتریکی کوره القایی مثل ترانسفورماتور، چوک، خازنها، کلیدهای فشار قوی و تابلوی مدار فرمان در محدودهٔ زمانی خاصی میتوانند کار کنند و اگر از حد معینی گرمتر شوند باعث ایجاد مشکلاتی میگردند، لذا این تأسیسات باید خنک گردند، خنک کردن تأسیسات الکتریکی میتواند با فن تهویه یا کولر گازی صورت گیرد. کویل و بدنه کوره در کورههای بوتهای و کویل، القاکننده، خنک کن و گلویی کوره در کورههای کانال دار نیز باید خنک شوند این قسمتها عموماً با آب خنک میگردند (برخی از کورههای کوچک کانال دار بهگونهای طراحی میشوند که تمام قسمتهای ذکر شده یا قسمتی از آن با هوا خنک میشود) و تأسیسات مخصوصی شامل مبدلهای حرارتی، پمپ، برج خنک کن و غیره را دارا میباشد و معمولاً مقصود از تأسیسات خنک کن همین قسمت میباشد. تأسیسات حرکت بوته: برای کورههای بزرگ هیدرولیکی و برای کورههای کوچک مکانیکی یا هیدرولیکی است و شامل جکهای هیدرولیک، پمپ هیدرولیک، مخزن روغن، شیرها، فیلترها، دیگر تأسیسات هیدرولیک و میز فرمان هیدرولیک یا سیستمهای چرخ دندهای دستی یا چرخ دندهای موتور دار محل استقرار کوره: شامل اتاق محل استقرار بوته (Furnace Pit)، فونداسیون، چاله تخلیه اضطراری، محل استقرار تأسیسات الکتریکی، هیدرولیکی و خنک کن و محل استقرار تابلوهای مدار فرمان، تابلوی کنترل مدار آب و میز فرمان هیدرولیک میباشد.
تأسیسات تهویه: تأسیسات دوده و غبارگیر، بخصوص در کورههای بوتهای بزرگ را نیز میتوان از تأسیسات مهم به حساب آورد. تأسیسات کورههای القایی .
هر کدام از شش قسمت فوق مسائل و برنامه تعمیر و نگهداری مخصوص دارد که این برنامه بسته به نوع کوره (کانال دار، بوتهای) ظرفیت بوته، فرکانس کوره (خطی، متوسط، بالا)، سیستم خنک کن کوره، سیستم حرکت بوته و نوع جدارهٔ نسوز تفاوتهایی داشته اما در اصول همسانی زیادی وجود دارد.
عوامل مؤثر در بالا بودن بازدهی کاری کوره
مهمترین عوامل مؤثر در بالا بودن بازدهی عبارت است از: اجرای دقیق برنامه تعمیر و نگهداری کوره، شارژ مناسب، اپراتوری صحیح، وضعیت جداره نسوز.
اجرای دقیق برنامه تعمیر و نگهداری کوره
کورههای القایی بسته به نوع آن (کانال دار، بدون هسته)، ظرفیت آن، مقدار فرکانس، نوع سیستم خنک کن، سیستم حرکت بوته و نوع جداره نسوز برنامه تعمیر و نگهداری مخصوص به خود دارد و باید به دقت اجرا شود.
شارژمناسب
کورههای بدون هسته ذوب القایی با فرکانس پایینتر از ۲۵۰ هرتز تمام ذوب خود را تخلیه نمیکنند تا زمان شارژ بعدی کوتاهتر شود، به علت وجود ذوب در این کورهها مواد شارژباید عاری از روغن و رطوبت باشد در غیر این صورت خطر پاشش ذوب و قطعات شارژ جامد به بیرون از کوره وجود دارد ضمناً وجود روغن و دیگر مواد آلی باعث ایجاد دود در کارگاه میشود سرد بودن سرباره نسبت به ذوب در کورههای القایی ضمن اینکه این کورهها را در امر احیای مداد اکسیدی ناتوان میکنند باعث میشود این کورهها نتوانند مقدار زیاد مواد اکسیدی، خاک و سرباره را تحمل کنند و وجود مقادیر زیاد مواد غیر فلزی غیر آلی باعث ایجاد پل بالای ذوب بخصوص هنگام سرد بودن ذوب میشود که خود میتواند مشکلاتی را در کار کوره ایجاد کند. ابعاد نامناسب شارژ نیز میتواند هم مستقیماً به جداره صدمه بزند و هم در ایجاد پل روی ذوب کمک نماید.
اپراتوری صحیح
چرخش و تلاطم مذاب در کورههای القایی بدون هسته بخصوص با فرکانسهای پایینتر باعث میشود تهیه ذوب با آنالیز معین و همگن و درجه حرارت مشخص و یکنواخت، سادهتر باشد.
با این حال برای بالا رفتن بازدهی و سلامت کوره اصولی در کار با کوره باید رعایت کرد، انتخاب شارژ مناسب، دمای صحیح ذوب در مراحل مختلف فرایند تهیه ذوب، شارژ کوره به روش صحیح و مقادیر معین، توجه به تابلوهای مدار فرمان و ابزار و وسایل هشدار دهنده و توجه به مسائل ایمنی از جمله وظائفی است که اپراتور کوره (کوره دار) هنگام کار با کوره باید رعایت کند، اپراتوری کوره با توجه به نوع کوره، ظرفیت آن، نوع ذوب تهیه شده، نوع شارژ جامد و پارامترهای دیگر تفاوت میکند.
وضعیت جداره نسوز
جداره کورههای القایی میتواند در اثر سایش مکانیکی به وسیله ذوب و شارژ جامد، خوردگی شیمیایی به وسیله سرباره، ذوب و آتمسفر کوره شوکهای مکانیکی و حرارتی کندگی و انهدام در اثر برخورد وتصادم با شارژ جامد، شیوه شارژ نامناسب وغیر متناسب بودن ابعاد و کیفیت شارژ، درجه حرارت بیش از اندازه بالای ذوب آسیب دیده یا نازک گردد (نصب و پخت نا صحیح جداره و هرگونه انفجار به هر دلیلی داخل کوره نیز میتواند باعث انهدام یا آسیب به جداره نسوز شود) و یا در اثر رسوب مواد غیر فلزی، غیر آلی بر جداره ضخیم گردد که در هر دو مورد برای کوره مضر میباشد مورد اول (نازک شدن جداره) گر چه در مرحله اول باعث بالا رفتن توان گرمایی کوره میشود ولی در مجموع عمر جداره پایین آورده و گاهی باعث توقف اضافی میگردد. مورد دوم (ضخیم شدن جداره) باعث پایین آمدن بازدهی کوره شده و گاهی در شارژ کردن نیز اخلال ایجاد میکند، برای شناخت علل ضخیم شدن جداره و نازک شدن جداره بر اثر فعلاً و انفعالات شیمیایی باید ترمومتالورژی ذوب، سرباره، آتمسفر کوره و آستر نسوز را شناخت. به عنوان مثال وجود اکسیدهای قلیایی در ذوب آلومینیم در کورههای با جداره آلومینیایی باعث اکسید شدن آلومینیم مذاب و تشکیل آلومینا و رسوب آن بر جداره و نتیجه ضخیم شدن جداره میگردد در صورتی که وجود اکسیدهای قلیایی در کورههای با جداره سیلیسی باعث خوردگی شدید آستر نسوز میگردد.
کوره القایی یک کوره الکتریکی است که در آن گرما توسط گرمایش القایی تأمین میگردد.ظرفیت کورههای القایی از کمتر از یک کیلوگرم تا صد تن متغیر بوده و برای ذوب آهن و فولاد، مس، آلومینیوم و فلزات گرانبها کاربرد دارد.
یک کوره القایی باز برای ذوب آهن.
مزیت اصلی کوره القایی فرایند ذوب تمیز، کممصرف و کنترل دقیق متالورژی ماده مذاب در مقایسه با بیشتر روشهای ذوب فلز است. امروزه بیشتر کارخانههای ریخته گری مدرن از این نوع کورهها استفاده میکنند و کارخانههای ریخته گری دیگر نیز به دلیل آلودگی بالای کورههای بلند، در حال جایگزینی آنها با کورههای القایی هستند.
از آنجایی که از قوس الکتریکی و احتراق استفاده نمیشود، دمای مواد بالاتر از حد لازم برای ذوبشدن آن نیست که کمک میکند عناصر آلیاژی ارزشمند از دست نروند.
یک اشکال عمده در استفاده از کورههای القایی، نداشتن توان تصفیه است. مواد شارژ باید عاری از محصولات اکسیداسیون بوده و دارای ترکیب شناخته شده باشند و مقداری از عناصر آلیاژی ممکن است به دلیل اکسید شدن ازبین بروند (و باید دوباره به مذاب اضافه شوند).
در گذشته فرکانس کاری کورههای القایی برابر ۶۰ هرتز (فرکانس برق شهری آمریکا) بوده، اما با پیشرفتهای بزرگ ایجاد شده در صنعت الکترونیک، روشهای تبدیل فرکانس حالت-جامد، امروزه کورههایی بسیار بهینه با فرکانسهایی در محدوده ۷۰ تا ۱۰۰۰۰ هرتز نیز قابل تولید است.
انواع و نحوه کارکرد
نحوه کارکرد پایهای کوره القایی به این صورت است که ولتاژ بالای موجود در کویل اصلی، باعث القای ولتاژ پایین ولی جریان بالایی در فلز قراضهها میشود، که به عنوان کویل ثانویه عمل میکند. به دلیل مقاومت الکتریکی موجود در فلز، این انرژی الکتریکی تبدیل به گرما شده و باعث ذوب شدن آن میشود. زمانی که فلز کاملاً ذوب شود، میدان مغناطیسی موجود باعث ایجاد یک خاصیت همزنی میشود. توان و فرکانس اعمالی میزان این عمل همزنی را تعیین میکنند.
دو دستهبندی کلی برای کورههای القایی وجود دارد: کوره القایی بدون هسته (Coreless Type) و کوره القایی کانالی (Channel Type). در کوره القایی بدون هسته یا کورلس، بوته دارای آستر نسوز، به صورت کامل توسط یک کویل مسی خنک شونده توسط آب احاطه شدهاست، در حالیکه در کوره القایی نوع کانالی کویل فقط دور زائدهای از بوته پیچیده شدهاست که به آن القاگر میگویند. از کورههای کورلس بیشتر برای ذوب و سوپرهیت کردن استفاده شده و از کورههای کانالی بیشتر برای سوپرهیت کردن، دوپلکس کردن و نگهداری مذاب استفاده میشود.
قسمتهای مختلف کوره القایی
نمای برش خورده یک کوره القایی نوع بدون هسته یا کورلس. ۱- مذاب ۲- کویل خنک شونده با آب ۳-یوغ ۴-بوته ساختار یک کوره القایی
بهطور کلی قسمتهای مختلف کورههای القایی عبارتند از:
بوته: حاوی اسکلت فلزی کوره، کویل، جداره نسوز، هسته ترانسفورمر، مهار یا یوغ (yoke) پلاتفرم (سکو)[۷] تأسیسات الکتریکی: شامل مدارشکن، سواساز، ترانسفورماتور، مبدل فرکانس، خازنها، چوک، کلیدهای کولرها، مکندهها و تابلوهای کنترل. تأسیسات خنککننده: تأسیسات الکتریکی کوره القایی مثل ترانسفورماتور، چوک، خازنها، کلیدهای فشار قوی و تابلوی مدار فرمان در محدودهٔ زمانی خاصی میتوانند کار کنند و اگر از حد معینی گرمتر شوند باعث ایجاد مشکلاتی میگردند، لذا این تأسیسات باید خنک گردند، خنک کردن تأسیسات الکتریکی میتواند با فن تهویه یا کولر گازی صورت گیرد. کویل و بدنه کوره در کورههای بوتهای و کویل، القاکننده، خنک کن و گلویی کوره در کورههای کانال دار نیز باید خنک شوند این قسمتها عموماً با آب خنک میگردند (برخی از کورههای کوچک کانال دار بهگونهای طراحی میشوند که تمام قسمتهای ذکر شده یا قسمتی از آن با هوا خنک میشود) و تأسیسات مخصوصی شامل مبدلهای حرارتی، پمپ، برج خنک کن و غیره را دارا میباشد و معمولاً مقصود از تأسیسات خنک کن همین قسمت میباشد. تأسیسات حرکت بوته: برای کورههای بزرگ هیدرولیکی و برای کورههای کوچک مکانیکی یا هیدرولیکی است و شامل جکهای هیدرولیک، پمپ هیدرولیک، مخزن روغن، شیرها، فیلترها، دیگر تأسیسات هیدرولیک و میز فرمان هیدرولیک یا سیستمهای چرخ دندهای دستی یا چرخ دندهای موتور دار محل استقرار کوره: شامل اتاق محل استقرار بوته (Furnace Pit)، فونداسیون، چاله تخلیه اضطراری، محل استقرار تأسیسات الکتریکی، هیدرولیکی و خنک کن و محل استقرار تابلوهای مدار فرمان، تابلوی کنترل مدار آب و میز فرمان هیدرولیک میباشد.
تأسیسات تهویه: تأسیسات دوده و غبارگیر، بخصوص در کورههای بوتهای بزرگ را نیز میتوان از تأسیسات مهم به حساب آورد. تأسیسات کورههای القایی .
هر کدام از شش قسمت فوق مسائل و برنامه تعمیر و نگهداری مخصوص دارد که این برنامه بسته به نوع کوره (کانال دار، بوتهای) ظرفیت بوته، فرکانس کوره (خطی، متوسط، بالا)، سیستم خنک کن کوره، سیستم حرکت بوته و نوع جدارهٔ نسوز تفاوتهایی داشته اما در اصول همسانی زیادی وجود دارد.
عوامل مؤثر در بالا بودن بازدهی کاری کوره
مهمترین عوامل مؤثر در بالا بودن بازدهی عبارت است از: اجرای دقیق برنامه تعمیر و نگهداری کوره، شارژ مناسب، اپراتوری صحیح، وضعیت جداره نسوز.
اجرای دقیق برنامه تعمیر و نگهداری کوره
کورههای القایی بسته به نوع آن (کانال دار، بدون هسته)، ظرفیت آن، مقدار فرکانس، نوع سیستم خنک کن، سیستم حرکت بوته و نوع جداره نسوز برنامه تعمیر و نگهداری مخصوص به خود دارد و باید به دقت اجرا شود.
شارژمناسب
کورههای بدون هسته ذوب القایی با فرکانس پایینتر از ۲۵۰ هرتز تمام ذوب خود را تخلیه نمیکنند تا زمان شارژ بعدی کوتاهتر شود، به علت وجود ذوب در این کورهها مواد شارژباید عاری از روغن و رطوبت باشد در غیر این صورت خطر پاشش ذوب و قطعات شارژ جامد به بیرون از کوره وجود دارد ضمناً وجود روغن و دیگر مواد آلی باعث ایجاد دود در کارگاه میشود سرد بودن سرباره نسبت به ذوب در کورههای القایی ضمن اینکه این کورهها را در امر احیای مداد اکسیدی ناتوان میکنند باعث میشود این کورهها نتوانند مقدار زیاد مواد اکسیدی، خاک و سرباره را تحمل کنند و وجود مقادیر زیاد مواد غیر فلزی غیر آلی باعث ایجاد پل بالای ذوب بخصوص هنگام سرد بودن ذوب میشود که خود میتواند مشکلاتی را در کار کوره ایجاد کند. ابعاد نامناسب شارژ نیز میتواند هم مستقیماً به جداره صدمه بزند و هم در ایجاد پل روی ذوب کمک نماید.
اپراتوری صحیح
چرخش و تلاطم مذاب در کورههای القایی بدون هسته بخصوص با فرکانسهای پایینتر باعث میشود تهیه ذوب با آنالیز معین و همگن و درجه حرارت مشخص و یکنواخت، سادهتر باشد.
با این حال برای بالا رفتن بازدهی و سلامت کوره اصولی در کار با کوره باید رعایت کرد، انتخاب شارژ مناسب، دمای صحیح ذوب در مراحل مختلف فرایند تهیه ذوب، شارژ کوره به روش صحیح و مقادیر معین، توجه به تابلوهای مدار فرمان و ابزار و وسایل هشدار دهنده و توجه به مسائل ایمنی از جمله وظائفی است که اپراتور کوره (کوره دار) هنگام کار با کوره باید رعایت کند، اپراتوری کوره با توجه به نوع کوره، ظرفیت آن، نوع ذوب تهیه شده، نوع شارژ جامد و پارامترهای دیگر تفاوت میکند.
وضعیت جداره نسوز
جداره کورههای القایی میتواند در اثر سایش مکانیکی به وسیله ذوب و شارژ جامد، خوردگی شیمیایی به وسیله سرباره، ذوب و آتمسفر کوره شوکهای مکانیکی و حرارتی کندگی و انهدام در اثر برخورد وتصادم با شارژ جامد، شیوه شارژ نامناسب وغیر متناسب بودن ابعاد و کیفیت شارژ، درجه حرارت بیش از اندازه بالای ذوب آسیب دیده یا نازک گردد (نصب و پخت نا صحیح جداره و هرگونه انفجار به هر دلیلی داخل کوره نیز میتواند باعث انهدام یا آسیب به جداره نسوز شود) و یا در اثر رسوب مواد غیر فلزی، غیر آلی بر جداره ضخیم گردد که در هر دو مورد برای کوره مضر میباشد مورد اول (نازک شدن جداره) گر چه در مرحله اول باعث بالا رفتن توان گرمایی کوره میشود ولی در مجموع عمر جداره پایین آورده و گاهی باعث توقف اضافی میگردد. مورد دوم (ضخیم شدن جداره) باعث پایین آمدن بازدهی کوره شده و گاهی در شارژ کردن نیز اخلال ایجاد میکند، برای شناخت علل ضخیم شدن جداره و نازک شدن جداره بر اثر فعلاً و انفعالات شیمیایی باید ترمومتالورژی ذوب، سرباره، آتمسفر کوره و آستر نسوز را شناخت. به عنوان مثال وجود اکسیدهای قلیایی در ذوب آلومینیم در کورههای با جداره آلومینیایی باعث اکسید شدن آلومینیم مذاب و تشکیل آلومینا و رسوب آن بر جداره و نتیجه ضخیم شدن جداره میگردد در صورتی که وجود اکسیدهای قلیایی در کورههای با جداره سیلیسی باعث خوردگی شدید آستر نسوز میگردد.

کوره های القایی مهستان در اصفهان
اصفهان -
اصفهان
سعید مهدوی اصل
آدرس
اصفهان,
اصفهان, ملک شهر، خیابان مطهری، کوچه ۴۷پلاک ۵۸
راه های ارتباطی
 دیگر آگهی های این فروشگاه
محصولات مشابه
دیگر آگهی های این فروشگاه
محصولات مشابه



پرداخت امن

پرداخت امن




پرداخت امن

پرداخت امن

پرداخت امن

پرداخت امن

پرداخت امن